
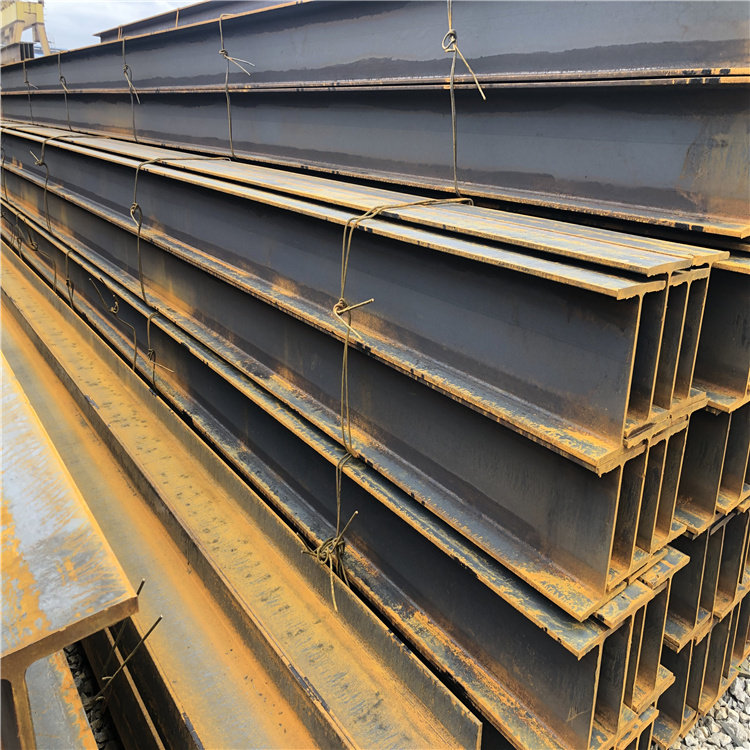
194*150*6*9H型钢 丽水热轧H型钢 切割零售


其它和TIG焊一样。焊丝由电弧熔化,送入焊接区。电力驱动辊按照焊接所需从线轴把焊丝送入焊炬。热源也是直流电弧,但极性和TIG焊接时所用的正好相反。所用保护气体也不同,要在氩气内加入l%氧气,来改善电弧的稳定性。在基本工艺上也有些不同,,传递、脉动、球状传递和短路传递。手工电弧焊这种焊接技术使用不同的方法保护焊接熔池,防止和大气接触。热能也是由电弧。和MIG焊一样,电极为自耗电极。轧三特钢
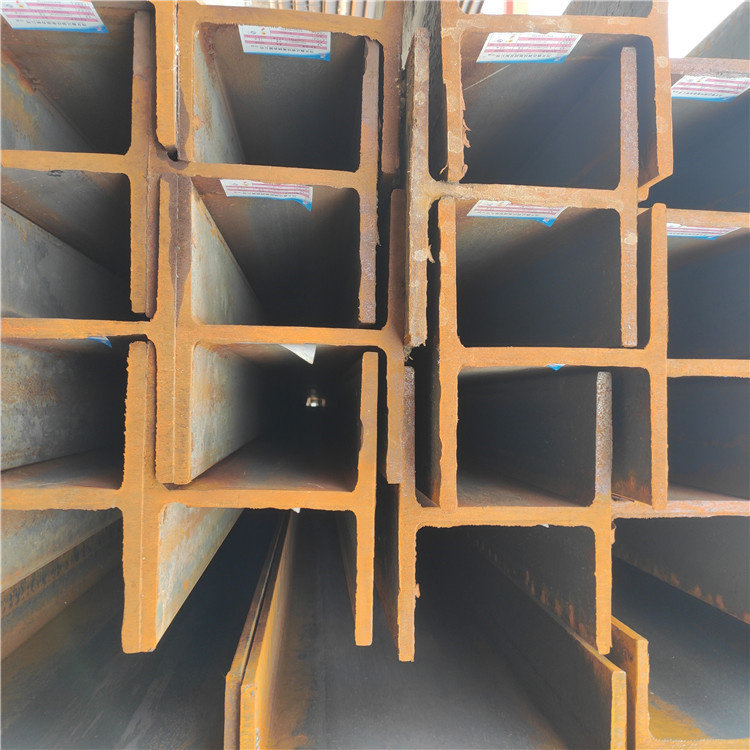
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公 *6*9H型钢 丽水热轧H型钢 切割零螺旋钢管的特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加3~1%,而且生产速度较低。较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY536-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY538-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。 型钢 丽水热轧H型钢 切割零与氮亲和力强的元素从强到弱依次为TZr、V、NCr、Mn等。即如果合金元素与氮的亲和力强,氮在钢液中的活泼程度下降,氮的活度减小,氮含量增加。脱碳保铬期在主氮气流量10Nm3/min情况下搅拌钢液,氧化终点的氮含量能达到0.135%。AOD炉预还原期间氮气流量增大到14Nm3/min,扒渣时氮含量可以增大到0.37%左右。AOD精炼期间,随着钢水温度的下降,仍然采用14Nm3/min的氮气流量搅拌钢液 之间。三种工作模式既互相,又有区别,三者之间可以平滑切换。串调运行时,当转速达到串调速度时,串调系统投入,电机速度可以在与调速范围内调节;旁路运行时,电机带起动电阻起动,然后起动电阻短接,电机全速运行;转子短路运行时,介于串调和旁路方式之间,在调速范围内时,和串调运行方式相同,当给定值大于调速范围时,自动转入旁路运行,串调系统脱,当给定值在调速范围内时,串调系统又自动投入,机组运行在串调方式。